想要知道【轧辊钢】,35Crmo合金钢管匠心打造产品如何?看视频就知道!看视频,选产品更明智!
以下是:安徽滁州【轧辊钢】,35Crmo合金钢管匠心打造的图文介绍


(2)高碳钢(0.7%~1.0%C)轧辊可经正火回火处理或调质处理后用作支承辊。当支承辊辊身硬度要求很高时则需用淬火回火处理,淬火回火后的硬度可达70~80HS,淬硬层深度小于50mm。淬火至高硬度的锻钢辊用作板带钢冷轧工作辊、中间辊、平整辊和有色金属(铝、铜、锌)冷轧辊。
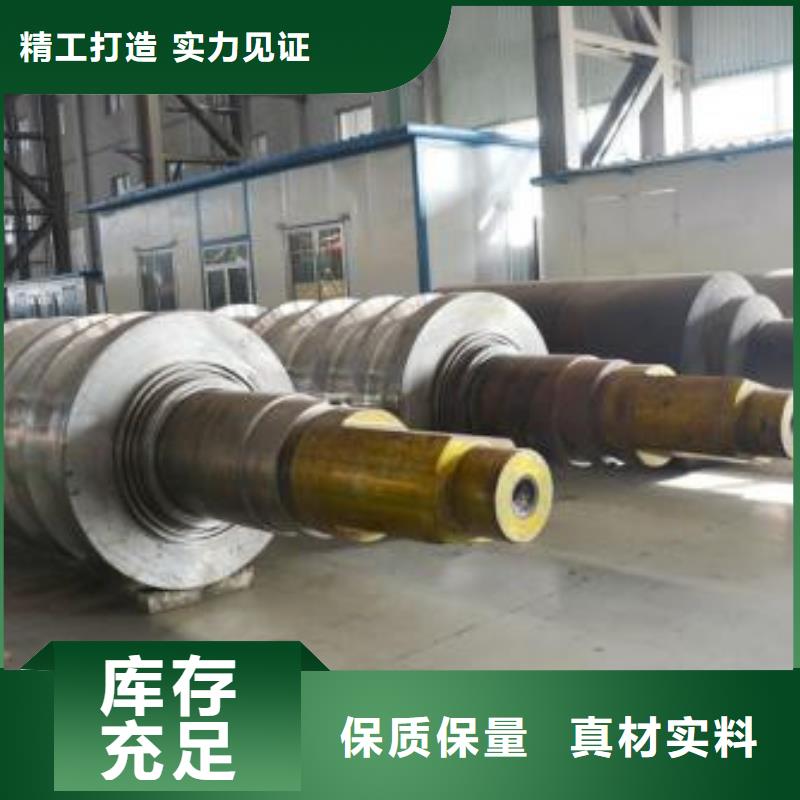
机加工 轧辊的粗加工在轧辊车床上完成。为了保证尺寸精度,广泛使用数控机床加工终热处理前还要进行超声波探伤。轧辊中心孔的加工与否取决于轧机设计、淬火要求、检验结果等一系列因素。终热处理后毛坯精加工成规定尺寸、表面精度和粗糙度的成品轧辊。精加工包括车、钻、铣、磨等工序。成品轧辊经过硬度、尺寸、组织、性能等一系列检查后提供使用。
锻钢冷轧辊,外文名为Forged steel cold roll,应该储存在干燥通风的室内。



制造残余应力,机械应力,组织应力和热应力是造成高铬钢轧辊断裂的主要原因,良好的热处理,轧制条件和冷却可以有效防治高铬钢轧辊断裂。
普通轧辊硬度低,耐磨性差,生产中换槽换辊次数多,产品尺寸、表面质量变化快、不稳定,而高速钢轧辊价格高,使用条件苛刻。轧辊耐磨性问题,一定程度上影响生产的作业率、成材率,制约着产能的进一步提高。特别是棒材线产能之后,表现尤为明显。
针对生产中存在的轧槽不耐磨,换槽换辊次数多,产品尺寸、表面质量变化快、不稳定等问题,我们对高硼合金复合轧辊进行了研究分析。
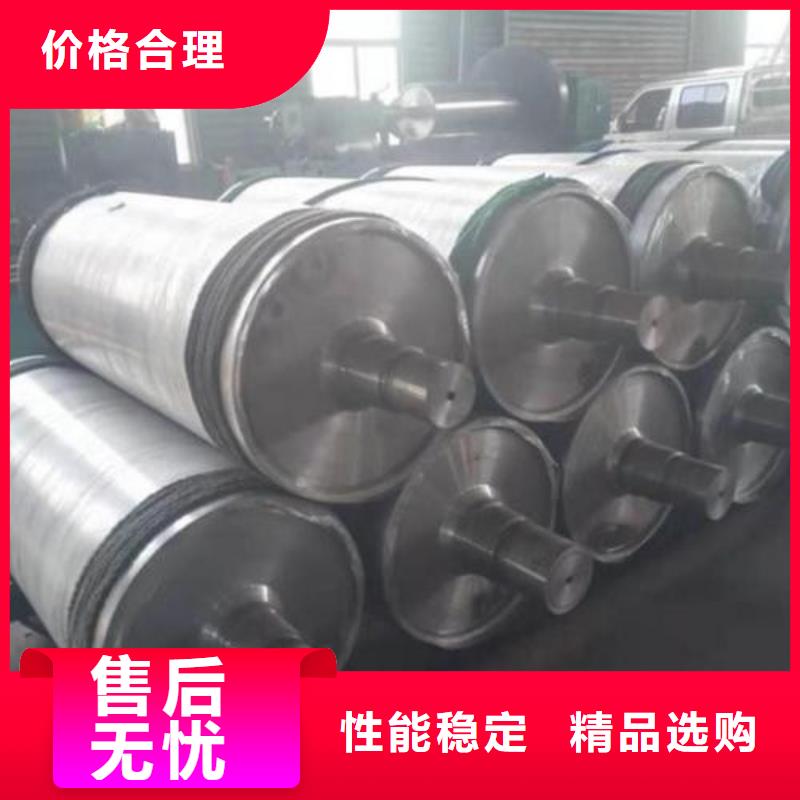
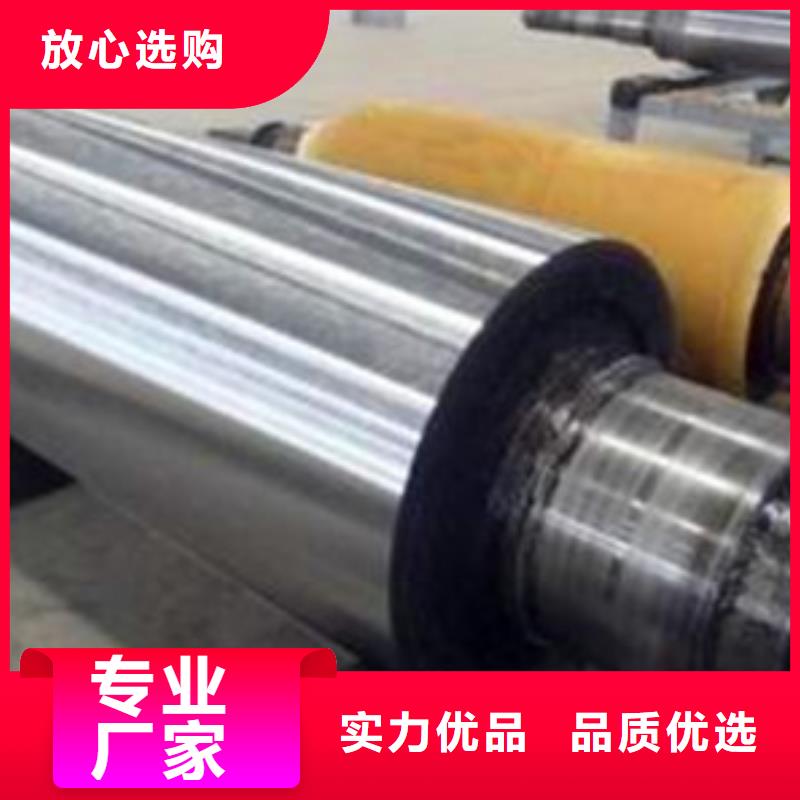
高硼复合轧辊由芯轴与辊套两部分组成,其中芯轴采用无损伤的报废轧辊,辊套采用高硼合金钢。在正常使用过程中,辊套不发生破裂、窜动、松动等现象,辊套工作层在使用中无明显硬度落差,过钢量基本一致。轧辊加工性能及使用同贝氏体基本一致,无特殊要求,单槽平均过钢量达到原来的2.5-3倍。



新物通物资(滁州市分公司)自成立以来,秉承“以质量求发展,以服务创品牌”的理念,依靠多年积累的 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管经验,雄厚的技术实力,高技能的技术人才,严格的检测手段,在我省“产学研基地”的技术指导下,为社会供应了大批优良 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管产品,得到了 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管业内工作者的好评.


轧辊是轧机的主要消耗工艺件,在轧钢过程中消耗量大,占轧制成本一定的比例。轧辊质量对轧机作业率、质量和产量、轧辊消耗影响较大,所以大部分轧辊使用高合金,单价非常高。轧辊消耗的主要是表层一定深度的工作层,大型支承辊工作层半径方向100mm左右,大型工作辊一般为半径方向50mm,工作层重量占轧辊重量比例并不大。正常情况下轧辊使用到报废极限时(即工作层消耗完)或者出现较大的缺陷时,轧辊就整体报废,辊芯部分按照废钢处理,对成本影响很大。
轧辊修复就是将工作层进行修复,通常采取堆焊方式,当轧辊使用到报废极限时或者轧辊出现较大缺陷时,进行堆焊修复工作层。这样轧辊芯就可以实现重复利用,从而能够大幅降低轧辊消耗,降低生产成本。



1、检查冷轧带肋钢筋外形尺寸是否合乎标准,决定是否更换轧辊。
2、要经常检查导向模、除锈辊及应力辊的磨损情况,定时更换,定期清理散落在设备各处的盘条氧化皮。
3、更换轧辊或轴承后,必须重新调节孔型。润滑剂、冷却液应经常补足。
4、定期检查传动系统的磨损情况,适时更换、维修。
5、须定期为各润滑部位进行清理擦拭,并加注润滑剂。
6、开机前需检查各部件和工作开关是否处于正常工作位置。
7、更换轧辊时,应检查轴承是否失效和轴承内套有否松动,若有异常,应将轴承间隙调小至轧辊能转动,并在轴承内加注足够的耐热钠基润滑脂。8、调节压下时,严禁辊片之间相互接触、顶撞,应调压下辊片,辊片之间应有间隙,否则损坏辊片。




 扫一扫
扫一扫